Contexto
Una goma de borrar es un objeto que se utiliza para eliminar las marcas del papel. La mayoría de las gomas de borrar están diseñadas para eliminar marcas de lápiz. Otras gomas están diseñadas para ser utilizadas en las marcas de las máquinas de escribir. Algunos bolígrafos especiales contienen tinta borrable que puede ser eliminada por las gomas de borrar. Mientras que algunas gomas de borrar se venden por separado en forma de bloques anchos y delgados, muchas más gomas de borrar se encuentran fijadas permanentemente a los lápices. Otras gomas de borrar se fabrican para ser fijadas temporalmente a los lápices. Algunas gomas de borrar están encerradas en estuches de madera que recuerdan a los lápices. Estas gomas de borrar, diseñadas para ser afiladas como los lápices, suelen llevar un cepillo. Éste se utiliza para eliminar los pequeños trozos de goma que quedan después de eliminar una marca. Este tipo de goma se suele utilizar para eliminar las marcas de las máquinas de escribir.
Historia
Las primeras gomas de borrar eran trozos de pan. No hubo una sustancia mejor para eliminar las marcas de los lápices hasta que el caucho estuvo disponible en el Viejo Mundo. Los habitantes de América Central y del Sur conocían el caucho mucho antes de que los europeos llegaran al Nuevo Mundo. Ya en el siglo XI se utilizaba para revestir la ropa y fabricar pelotas. También se utilizaba para fabricar calzado y botellas, vertiendo el líquido en moldes de tierra y dejándolo secar.
En 1735, el científico francés Charles de la Condamine describió una sustancia conocida como caucho y envió muestras a Europa. El caoutchouc procedía de un líquido producido bajo la corteza de un árbol que se encuentra en las zonas tropicales del Nuevo Mundo. Este líquido lechoso, conocido como látex, se sigue utilizando para fabricar caucho natural.
El caucho fue sugerido por primera vez para su uso como goma de borrar en las Actas de la Academia Francesa en 1752, probablemente por Jean de Magellan. En 1770, el científico inglés Joseph Priestley sugirió que el caucho se llamara goma, por su capacidad para borrar las marcas de los lápices. También indicó a los lectores de su libro Introducción familiar a la teoría y la práctica de la perspectiva dónde comprar «un trozo cúbico, de aproximadamente media pulgada, por tres chelines». En el Reino Unido, las gomas de borrar se siguen conociendo como gomas.
Hasta finales del siglo XIX, los lápices y las gomas de borrar estaban siempre separados. En 1858, Hyman Lipman, de Filadelfia, patentó un lápiz con una ranura en la punta, en la que se pegaba una goma de borrar. A principios de la década de 1860, la empresa Faber fabricaba lápices con gomas de borrar adheridas. En 1862, Joseph Rechendorfer, de Nueva York, patentó una mejora del diseño de Lipman y demandó a Faber. El Tribunal Supremo de los Estados Unidos determinó que la idea de combinar un lápiz con una goma de borrar no podía patentarse. La razón de esta decisión fue el hecho de que la combinación del lápiz y la goma de borrar no cambiaba la función de ninguno de los dos. Esta decisión abrió el camino para que numerosas empresas fabricaran lápices con goma de borrar.
En 1867, J. B. Blair, de Filadelfia, inventó una goma de borrar hueca en la que se podía introducir un lápiz. También se sabe que existieron versiones anteriores. En 1872, la empresa Eagle fabricó lápices con gomas de borrar insertadas directamente en la caja de madera del lápiz. Otras empresas no tardaron en fabricar lápices similares, que se conocieron como penny pencils (lápices de un centavo) por su bajo coste. La disponibilidad de lápices con gomas de borrar incorporadas en las aulas fue al principio controvertida. Se creía que la posibilidad de corregir errores con facilidad haría que los alumnos se descuidaran. A pesar de esta preocupación, los lápices con goma de borrar fueron muy populares. Aproximadamente el 90% de los lápices estadounidenses modernos se fabrican con gomas de borrar. Los lápices sin goma de borrar son algo más comunes en Europa.
Materias primas
La materia prima más importante de una goma de borrar es el caucho. El caucho puede ser natural o sintético. El caucho natural se obtiene del látex producido por el árbol del caucho (Hevea brasilienesis). El caucho sintético existe en una gran variedad de formas. El caucho sintético más común se obtiene de las sustancias químicas estireno y butadieno. El estireno es un líquido derivado del etilbenceno. El etilbenceno suele fabricarse a partir del etileno y el benceno, ambos derivados del petróleo. El butadieno es un gas, derivado directamente del petróleo o de sustancias conocidas como butanos y butenos, que se derivan del petróleo.
Otros ingredientes que se añaden al caucho son los pigmentos que cambian el color de la goma. El blanco puede producirse con óxido de zinc y óxido de titanio. El rojo puede producirse con óxido de hierro. Muchos otros colores pueden producirse con diversos tintes orgánicos.
Un ingrediente importante que se añade a casi todo el caucho es el azufre. El azufre permite la vulcanización del caucho. Este proceso fue inventado por Charles Goodyear en 1839. Utiliza el calor y el azufre para hacer que el caucho sea más duradero y resistente al calor.
Se pueden añadir otros ingredientes al caucho. Entre ellos se encuentra el aceite vegetal, para que la goma sea más suave y fácil de moldear, y la piedra pómez, un mineral natural que hace que la goma sea más abrasiva.
El proceso de fabricación
La fabricación del caucho natural
- 1 Las plantaciones de árboles de caucho sólo se encuentran en regiones tropicales con altos niveles de precipitación anual. Malasia es el principal productor de árboles de caucho. Un árbol de caucho se explota cortando una fina tira de corteza de aproximadamente 1 mm de profundidad del árbol tan alto como el trabajador pueda alcanzar fácilmente. Las tiras posteriores se cortarán por debajo de la primera. Cada tira llega aproximadamente a la mitad de la circunferencia del árbol y se inclina hacia abajo en un ángulo de unos 30 grados para permitir que el látex drene en un recipiente. Si se deja que el látex se coagule de forma natural, cada corte producirá aproximadamente 28 g de látex antes de que el látex deje de fluir después de unas horas. Se puede aplicar un producto químico a la corteza para evitar que el látex se coagule, permitiendo que fluya durante varios días.
- 2 El látex recogido pasa por un tamiz para eliminar objetos extraños. Se añade agua al látex y la mezcla se bombea a grandes tanques horizontales que contienen tabiques de aluminio. Se añade ácido acético diluido o ácido fórmico para que el caucho se coagule en placas sobre los tabiques. Las placas se rocían con agua mientras pasan por una serie de rodillos. El exceso de agua se elimina mediante otra serie de rodillos. Las planchas se empaquetan en balas, que suelen pesar entre 102 y 113 kg, en forma de cubos de unos 60 cm de lado. Las balas se recubren con arcilla para evitar que se peguen, se atan con correas metálicas y se envían a los fabricantes.
Fabricación de caucho sintético
- 3 Dependiendo del tipo de caucho sintético que se esté fabricando, se puede utilizar una gran variedad de procesos de fabricación. La forma más común de caucho sintético, el caucho de estireno-butadieno, suele fabricarse mediante un proceso de emulsión.
- 4 Diversos productos químicos se obtienen a partir del petróleo mediante destilación fraccionada. Este proceso consiste en calentar el petróleo a unos 600-700° F (315-370° C) y dejar que el vapor pase por una torre vertical alta. A medida que el vapor sube por la torre, se enfría. Las sustancias químicas con diferentes puntos de ebullición pasan de gas a líquido en diferentes puntos dentro de la torre y se recogen. Las sustancias químicas con puntos de ebullición muy altos permanecen en estado líquido cuando el petróleo se calienta y pueden ser retiradas del fondo de la torre. Las sustancias químicas con puntos de ebullición muy bajos permanecen en forma de gases y pueden ser retiradas de la parte superior de la torre.
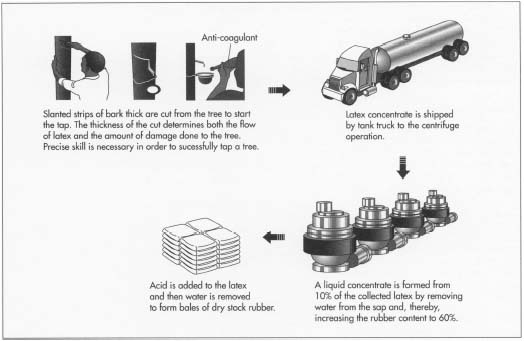 Las gomas de borrar se fabrican con caucho natural o sintético. El caucho natural se produce a partir del látex que se recoge de los árboles de caucho. Se elimina el agua del látex, aumentando el contenido de caucho al 60%. Al concentrado líquido se le añade ácido para producir hojas sólidas de caucho seco.
Las gomas de borrar se fabrican con caucho natural o sintético. El caucho natural se produce a partir del látex que se recoge de los árboles de caucho. Se elimina el agua del látex, aumentando el contenido de caucho al 60%. Al concentrado líquido se le añade ácido para producir hojas sólidas de caucho seco. - 5 Otros productos químicos se obtienen mediante craqueo catalítico. Este proceso implica calentar el petróleo a unos 850-900° F (454-510° C) bajo presión en presencia de un catalizador. El catalizador provoca reacciones químicas. La nueva mezcla de productos químicos se separa entonces por destilación fraccionada.
- 6 El estireno y el butadieno se obtienen sometiendo ciertos productos químicos derivados del petróleo a diversas reacciones químicas. El estireno es un líquido en condiciones normales, pero el butadieno es un gas y debe almacenarse a presión para mantenerlo en forma líquida.
- 7 Los dos líquidos se bombean en un recipiente y se mezclan con agua, jabón y un catalizador. El catalizador hace que el estireno y el butadieno reaccionen para formar partículas de caucho sintético. El jabón hace que estas partículas se dispersen en el agua en una emulsión suave. La agitación constante evita que las partículas de caucho se sedimenten.
- Otros productos químicos que se añaden a la mezcla son los estabilizadores, que impiden que el caucho se descomponga, y los modificadores, que cambian las propiedades del caucho. Se añade otro producto químico para detener la formación de partículas de caucho en un punto óptimo. El estireno y el butadieno no convertidos se eliminan y se reutilizan. Se añade un coagulante a la emulsión, lo que hace que se deposite el caucho sintético. El caucho de estireno-butadieno suele enviarse a los fabricantes en bolsas de plástico de polietileno, cada una de las cuales contiene 34 kg (75 lb) de caucho.
Fabricación de gomas de borrar
- 9 El caucho llega a la fábrica de gomas y se mezcla con pigmentos, aceite vegetal, piedra pómez, azufre y otros ingredientes que modifican las propiedades del producto final. El caucho sintético es más fácil de mezclar porque suele llegar en forma de polvo o líquido. El caucho natural suele llegar en balas y hay que pulverizarlo en polvo o disolverlo en un disolvente antes de poder mezclarlo.
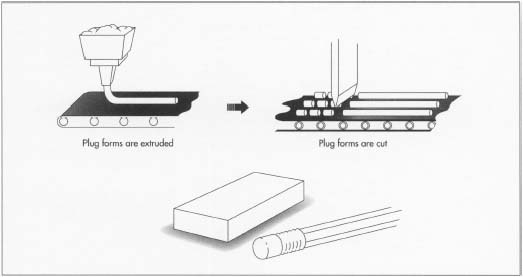 Una vez que el caucho natural o sintético se mezcla con pigmentos, aceite vegetal, piedra pómez, azufre y otros ingredientes adicionales, la mezcla se calienta y se forman las gomas de borrar. Para fabricar los tapones de goma que se fijarán a los extremos de los lápices, la mezcla de caucho se extruye y se corta en tapones. Para hacer gomas de borrar planas y rectangulares, la mezcla se inyecta en moldes y luego se enfría.
Una vez que el caucho natural o sintético se mezcla con pigmentos, aceite vegetal, piedra pómez, azufre y otros ingredientes adicionales, la mezcla se calienta y se forman las gomas de borrar. Para fabricar los tapones de goma que se fijarán a los extremos de los lápices, la mezcla de caucho se extruye y se corta en tapones. Para hacer gomas de borrar planas y rectangulares, la mezcla se inyecta en moldes y luego se enfría. - 10 La mezcla se calienta, haciendo que el azufre la vulcanice, haciéndola más estable. Para hacer tapones, que se unirán a los lápices, se suele utilizar un proceso de extrusión. La mezcla, en forma de sólido blando, se hace pasar por una matriz para formar un cilindro largo. El cilindro se corta repetidamente a medida que emerge, formando tapones.
- 11 Para fabricar planos, que no están unidos a los lápices, se suele utilizar un proceso de moldeo por inyección. La mezcla, en forma de líquido caliente, se introduce a la fuerza en los moldes y se deja enfriar hasta convertirse en un sólido. A continuación, se extraen los planos de los moldes.
- 12 tapones se envían directamente a los fabricantes de lápices. Se fijan a los lápices mediante pequeñas cajas metálicas cilíndricas conocidas como férulas. Las férulas son de aluminio liso para los lápices menos caros, o de latón pintado para los lápices más caros. La virola se fija al lápiz con pegamento o con pequeñas púas metálicas. El tapón se inserta en la virola y se sujeta alrededor de ella.
- 13 Los planos pueden estar marcados con el nombre del fabricante u otras marcas. Esto puede hacerse mediante el estampado -presionando un sello entintado en la goma-. También se puede hacer mediante serigrafía, moviendo un rodillo entintado sobre una hoja de seda u otro material que cubra la goma. Las marcas tridimensionales pueden hacerse mediante el estampado, que se realiza con un troquel afilado en la goma. Los planos terminados se empaquetan en cajas de cartón y se envían a los minoristas.
Control de calidad
La fabricación de gomas de borrar está muy automatizada, con productos fiables que se fabrican por millones cada año. Los experimentados fabricantes de gomas de borrar han perfeccionado las técnicas utilizadas hasta el punto de que no es necesaria una inspección exhaustiva.
Las materias primas que se envían al fabricante son suministradas por empresas que se sabe que proporcionan sustancias con las características adecuadas. Si se suministra una nueva sustancia, o si procede de una nueva empresa, el fabricante de gomas de borrar puede inspeccionarla para asegurarse de que cumple todas las especificaciones.
Sólo un porcentaje muy pequeño de gomas de borrar necesita ser inspeccionado para asegurar que tiene las propiedades físicas adecuadas. Los planos deben tener el tamaño correcto para encajar en las cajas. Los tapones deben tener las dimensiones correctas para encajar en los casquillos. La dureza de las gomas de borrar es fundamental para que funcionen bien. Los inspectores experimentados pueden distinguir fácilmente si una goma de borrar es demasiado dura o demasiado blanda.
El futuro
Las gomas de borrar han permanecido prácticamente sin cambios durante muchos años. Es probable que las mejoras en la tecnología de las gomas de borrar se produzcan en la forma de producir el caucho. Constantemente se desarrollan nuevas fórmulas químicas para producir caucho sintético de forma más eficiente, menos costosa y que dé lugar a productos con propiedades más útiles. La ingeniería genética puede dar lugar a árboles de caucho que produzcan más látex, o árboles que produzcan látex con propiedades físicas que harían más eficiente la producción de caucho natural.
Un indicio del futuro del diseño de las gomas de borrar se ve en el Ergoraser, un borrador único de Levenger, una empresa especializada en material de escritura de muy alta calidad. El Ergoraser, desarrollado tras dos años de investigación, es ovalado y curvado, muy parecido a la forma de una cuchara.
El pulgar encaja dentro de la curva durante el uso de una manera que está diseñada para ser cómoda y eficiente. Aunque es extremadamente caro en comparación con las gomas de borrar ordinarias, el Ergoraser promete desempeñar un papel importante en el futuro para aquellos que exigen la máxima calidad en objetos sencillos.
– Rose Secrest